D Home Publikationen Glastöpferei Techniken Kameoglas Diatretglas Hedwigsbecher Craqueléglas Werdegang D
E EnglishHome Publications G lassPottery T echniques CameoGlass CageCups HedwigBeakers Craquele Vita E
Rosemarie Lierke
Antike Glastechnologie / Ancient Glass Technology
Cage Cups
Preliminary remark: According to the cutting theory of F. Fremersdorf, the cage cups assumedly were cut from thick-walled blanks. But the manufacturing marks of the well-known Roman cage cups do not support this theory. This conclusion must also be deduced from the answers to the following 10 Questions to a Proponent of the Cutting Theory and from the Supplement thereafter. However in 2010 the fragments of a cage cup were found which was broken during its manufacture. Their peculiar manufacturing marks indicate indeed the cutting from a thick-walled blank. [M. Kappes, Les Fragments dun verre diatrète de Grenoble: Eléments technologiques. J. Glass Studies 53, 2011, 93-101. Siehe dazu L2012a und L2012b .] The same seems to apply to the Situla in the Cathedral Treasury of San Marco and the fragmentary cage cup vessel from Termantia. Both vessels have an untypical bucket shape and a late dating - which may apply to the Grenoble fragments as well. A detailed description of the manufacturing marks of the typical Roman cage cups see at: A. Gerick ..denn man muss die Originale sprechen lassen, Restaurierung und Archäologie 3 (2010) 117-136. On a comparison between the different types see T.E. Haevernick, Zum Diatret von Termantia. Madrider Mitteilungen 12, 1971, 202/04.
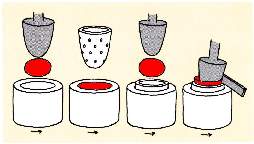
The well-known Roman Cage cups seem to have been cut from a double-shelled blank (see drawing). A perforated cup made from Plaster of Paris or a mixture of plaster and quartz powder made it possible to press a double-shelled blank which could be cut with very little loss of glass material. The plaster does not stick to the glass, becomes very brittle after the contact with the hot glass and is easily removed. Figured cups were made according to the same principle by using similar or more complicated molds depending on the details of the design.
Publications of Lierke on cage cup manufacturing marks and technic see L1995b, L1995c, L1996b, L1999, L2001a, L2004b (online), L2004d, L2009b, L2012a (online), L2012b..
10 Questions to a Proponent of the Cutting Theory
These 10 questions were presented in German 1996 at the annual meeting of the glass historians in the Deutsche Glastechnische Gesellschaft in Halle. The answers given here are based on
L2001a
and they correct, where necessary, Welzel, JGS 45 (2003) 186-189. Very important is the paper of A.Gerick This page was written 23 Feb. 04 and updated 15 Aug. 05. Small additions 04.05.12.
1. How do you explain the crude cutting of mesh edges and struts compared to the perfect and even walls of the internal cups, which were assumedly cut down to 1-2mm wall-thickness?
My answer: The astonishingly crude mesh edges and struts of cage cups are one
reason to strongly doubt that it was possible in antiquity to cut a perfect thin-walled internal cup with net from a thick-walled blank.
The struts needed some cutting even by using a two shelled blank. They were supposed to disappear behind the knots of the net since the cage cups were lamps. The rather low quality
of the cutting of mesh edges and struts is in perfect agreement with the standard of glass cutting of the time - as is sufficiently documented by numerous other examples of late Roman
cut glass. Even today, it is difficult to cut the thin-walled internal cup of a cage cup replica. This task would have been by far more difficult in antiquity by using the ancient tools and
glass material. The glass material as a rule contained bubbles (see the third question). In addition, the required absence of strain in the cutting blank was not warranted. Numerous
examples of strain cracks in cut or engraved ancient glass vessels testify that the proper cooling after the hot manufacturing process was still a problem. For a thick-walled cutting
blank, the absence of strain is especially important and the required temperature cycle to achieve this goal is especially critical. The tale that gem cutters made the cage cups since gem cutters only mastered the
necessary cutting technique, is a mystification of the unquestionable difficult process to make a cage cup replica from a thick-walled blank. Today, glass cutters and engravers are trained
in their trade schools to use the circumference of their small cutting wheels only, while gem cutters use also the front. It is extremely unlikely that in antiquity such a strict limitation was
enforced, especially since it is not hard to overcome. Fritz Schäfer - who made 1968 his first cage cup replica - did not require a training in gem cutting to do that. George Scott was a
trained cabinet maker and, nevertheless, was able to produce terrific cage cup replicas.
2. How do you explain the occurrence of cage cups without any grinding marks on the out- side of the internal cup, while others have grinding marks on the cup around the struts?
My answer: The existing cage cups without grinding marks on their internal cup support the idea that these cups have not been cut from a thick-walled blank. Grinding marks which are mostly arranged like a clover leaf around the struts are the only grinding marks which can be detected on the outside of the internal cup of a cage cup. They
are caused by the front of the rotating grinding wheel while the struts were ground to become as thin as possible. However, not all cage cups have such marks. For example, the cage cup
from Niederemmel in the Landesmuseum Trier does not show any grinding marks on the outside of its internal cup. This was stated immediately after the excavation by the former
director of the Museum [H. Eiden, Aus der Schatzkammer des antiken Trier, 1951, p. 38]. Today, this vessel has a protective layer. But according to R. Wihr, the restaurator who
applied this layer, a protective layer applied by him would not hide any grinding marks. The big cage cup from Hohensülzen was lost in the turmoil after the end of world war II. Its internal
cup was according to A. Kisa never touched by a grinding wheel [Das Glas im Altertume II, p. 621]. Obviously, during working at the struts of these cups, the cutter worked cautiously
enough not to touch the surface of the internal cup with his wheel. Another example of a cage cup without grinding marks on its surface is the fish cup in the National Museum in Budapest [personal observation].
Some cage cup replicas which were ground from a thick-walled blank show tiny cutting facets all over their internal cup - even to the naked eye. With these tiny facets the surface of the cup
was worked in the round. Such grinding marks were not found on any original cup [see the
In L2004d the real or assumed grinding marks of cage cups are compared. Literal Kisa-quotations are here.
3. How do you explain big flat bubbles within the thin-walled cups while bubbles which are cut open are conspicuously missing? My answer: Bubbles which were squeezed flat within the thin walls of a cage cup
are an unequivocal proof that this cage cup was not made by grinding a thick-walled blank. Bubbles in a thick-walled cup (e. g. an assumed cutting blank for a cage cup) would never
appear squeezed flat against the inner wall of this cup no matter whether this cup was blown or pressed. The bubbles always would be round, either ball-shaped or elongated, and
they would be distributed evenly throughout the wall of the cup. But examples of cage cups with big flat bubbles within the wall of the inner cup (the diameter
of the bubbles being the same size or exceeding the wall-thickness) exist in the Römisch-Germanische Museum Cologne (the Cup from Cologne-Braunsfeld), and in the
Staatliche Antikensammlung Munic (the cup from Cologne/Benesisstraße). The cup from Niederemmel in Trier or the Lykurgus Cup in the British Museum in London and others also
have large flat bubbles. The thin-walled parts with the flat bubbles must have been generated by a pressing procedure as shown in the Moreover, even cage cups which are full of bubbles do not show any cut open bubbles on the
in- or outside of the cup. For comparison, modern objects which have been cut from bubbly glass look like worm-eaten wood this applies for instance to cut objects made from pâte de
verre before the open bubbles are treated with a plastic filling. If shallow round depressions could be found in cage cups, they most likely would be caused by the natural corrosion of the
ancient glass, but so far, I have not seen any yet.
4. How do you explain rotary scratches on the inside of many cage cups which were
not polished off? My answer: The typical scratches on the inside of many cage cups support the idea
that the cutting blanks of these cups were rotary pressed. The rotary scratches of cage cups are obviously the same as the typical scratches of glasses
from Early Roman Imperial times. These scratches were diagnosed to be a production defect of rotary pressing [for this important topic see
5. How do you explain the ridge or ring under the out-splayed rim which does not seem to be motivated by grinding?
My answer: The rotary ridge or ring corresponds to the molded protruding rim edge of the early facet beakers and strengthens the rim for hanging.
It is not convincing at all that this ridge is automatically caused by the grinding of the out-splayed rim. The rock-crystal lamp in the Tesoro di San Marco does not have such a
ridge. With the crude cutting shown by meshes and struts, the cutting wheel most probably would have cut through this ridge somewhere. It seems possible, however, that this ridge
marks a mold edge, or that the ridge was deliberately molded to strengthen the rim. This assumption is supported by the appearance of the hanging cage cup in the Corning Museum of Glass.
6. How do you explain the flat backside of the meshes or figures, and their even distance to the internal cup (slightly growing from top to bottom)? My answer: the flat backside of the meshes and of the limbs or branches of figured
cups can be explained by the use of a removable perforated intermediate cup during the pressing (see It is astonishing that the hidden underside of the meshes, respectively of the limbs or branches of figured cups, is perfectly flat, and that this underside always encloses an acute or
right angle with the side of the mesh, limb or branch. Why assumedly paid the glasscutter more attention to the invisible underside than to the visible mesh edges and struts? Why
didnt he lessen his risk by grinding the transition from side to underside at an obtuse angle or rounded (as frequently is shown by replicas)? The flat underside of the cage cup net and its
even and sufficient distance from the internal cup is a strong point for the use of an intermediate cup during the manufacture. The
7. How do you explain the stereotype repetition of the cage pattern while assumedly
the cage cups were cut from thick-walled blanks?
My answer: By spacing the perforations of the intermediate cup at regular intervals (see J. Welzel described the strict rythm how to cut the meshes of a cage cup replica from a thick-walled blank (Glastech.Ber. 51, 1978). One wonders why this strict rhythm was usually
applied and not more freedom practiced in the design of the net. Obviously, the position of the struts was fixed for the normal kind of cage cup with net. Even for some figured cups (for
example the fish cup in Budapest) the struts were regularly positioned very different from the rock-crystal lamp in San Marco.
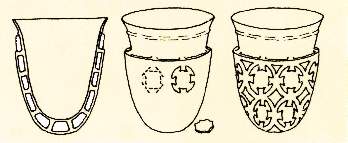
If a two-shelled blank is cut in the same rhythm as Welzel described for a thick-walled blank - after each 8 cuts a mesh is opened and a shard is released from the outer shell (see
8. How do you explain round struts, and how do you explain struts which do not reach from the internal cup to the net, but end with a rounded tip below the net (Hohensülzen)?
My answer: round struts and short struts with a rounded tip strongly suggest that they were generated by pressing through the perforations of an intermediate cup (see drawing at top).
The whereabouts of the cage cup of Hohensülzen (see also answer 2) are unknown. However, we have a detailed Round struts which did not reach the outer shell were also generated by
9. How do you explain the often slightly wavy rim or slanting upper net edge?
My answer: The slight waviness of the original cage cups can only be caused while the glass was still hot. This is especially true for the rim. It is unlikely that the out-splayed rim was cut from a
thick-walled blank, or that a slanting upper net edge was caused by grinding. Cut cage cup replicas are distinguished by their stiff and perfect shape.
10. How do you explain the missing of cage cups made from stone?
My answer: the manufacturing method of cage cups was peculiar to the material glass. The number of known cage cups with the stereotype net pattern (including fragments, but
without the figured cups) is slowly approaching 50. This is a remarkable number since one has to take the losses into account. Many of the extremely fragile glass vessels may have
crumbled or deteriorated without any trace, many fragments may have been re-molten. Cage cups made from glass certainly were a luxury but not extremely rare. While stone vessels
have a greater chance to survive the passing of time, not one single cup with network made from stone has been found, not even a fragment of a mesh. The method to make the filigree
decoration of the cage cups seems to be based on a glass related manufacturing method like the pressing of a two-shelled blank.
Supplement
Cutting a convex surface from a blank necessarily requires countless tiny cutting facets to model it in the round. This is shown by an early replica of the Lycurgus Cup from J. Welzel.
The cheek was modelled by numerous tiny facets (arrow). One should imagine what it means to reproduce by cutting the well rounded hairs, eye brows, folds etc of the original (right).
Quite understandably they were reproduced as grooves instead. The original shows a typically molded relief. It may have been subsequently undercut, however, it would as well be
possible to mold it this way by using a plaster mold. The extreme enlargement of the right picture (taken from Glass of the Caesars) caused, unfortunately, the visible screen all over.


To avoid any misunderstanding, cage cup replicas which are cut from thick-walled blanks are admirable achievements. The superior craftsmanship proven by mastering such a task is beyond any questioning, and this applies to the aesthetic delight as well. Moreover, the re-creation of a lost original from a drawing or a fragment is a valuable contribution to the knowledge of our past. We have to be careful, however, in drawing conclusions about the methods used in antiquity. To understand the evolution of glass manufacturing techniques, we have to scrutinize the manufacturing marks of the ancient originals, and should not become mislead by the means and methods of our time.
Simple improvised experiments have shown that a two-shelled object with internal bridges can be pressed in the proposed way by using a perforated intermediate cup made from a plaster mixture. Plaster does not stick to glass and becomes brittle from the heat. It can easily be broken off. Details or variations of the proposed process will have to be tried in systematic series of experiments under close to ancient preconditions. Were the cage cup blanks pressed as proposed here, or perhaps upside down? Was the outsplayed rim perhaps spun out by using the centrifugal force? Were internal cup and the outer cup for the net perhaps pressed simultaneously? Was the mold parted horizontally for the collar? The figural cage cups in any case were made according to the same principle, some with more sophisticated molds. Details of their making are still waiting to be investigated. One thing, however is clear: beautiful cage cup replicas, made today by cutting from thickwalled, bubble- and strainfree blanks cannot give the final answer about the manufacturing method of the ancient originals.
D Home Publikationen Glastöpferei Techniken Kameoglas Diatretglas Hedwigsbecher Craqueléglas Werdegang D
E EnglishHome Publications G lassPottery Techniques CameoGlass CageCups H edwigBeakers Craquele Vita E
.