E EnglishHome Publications GlassPottery Techniques CameoGlass CageCups HedwigBeakers Craquele Vita E
D Home Publikationen Glastöpferei Techniken Kameoglas Diatretglas H edwigsbecher Craqueléglas Werdegang D |
E EnglishHome Publications GlassPottery Techniques CameoGlass CageCups HedwigBeakers Craquele Vita E |
|
|
||||||||||||||||
Cage Cups |
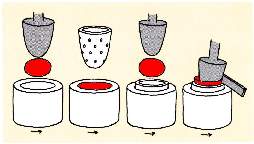
10 Questions to a proponent of the cutting theory Supplement: Some thoughts on replicas On the Manufacture of Cage Cups in Whitehouse 2015 A collection of manufacturing marks. The well-known Roman cage cups seem to have been cut from a double-shelled blank (see drawing). A perforated cup made from Plaster of Paris or a mixture of plaster and quartz powder made it possible to press a double-shelled blank which could be cut with very little loss of glass material. The plaster does not stick to the glass, becomes very brittle after the contact with the hot glass and is easily removed. Figured cups were made by application, or according to the same principle as cage cups by using similar or more complicated molds depending on the details of the design, see L2013. However there are cage cups, which were sturdier, had another shape, could be cut with more intensity, and were dated later: the bucket from San Marco, and the fragmentary bucket from Termantia (Soria). According to T. E. Haevernick it seems possible that they have been cut from a thickwalled blank. Cage cup fragments with very special features which have been found in Grenoble, may belong to this cathegory. Publications of Lierke on cage cups, mainly on manufacturing L1995b, L1995c, L1996b, L1999, L2001a, L2004d, L2009b, L2012 (online), L2013 (online)..
10 Questions to a Proponent of the Cutting Theory These 10 questions were presented in German 1996 at the annual meeting of the glass historians in the Deutsche Glastechnische Gesellschaft in Halle. The answers given here are based on
L2001a
and they correct, where necessary, Welzel, JGS 45 (2003) 186-189. Important is the paper of A.Gerick
This page was written 23 Feb. 04 and updated 15 Aug. 05. Small additions 04.05.12. and April 2016
1. How do you explain the crude cutting of mesh edges and struts compared to the perfect and even walls of the
internal cups, which were assumedly cut down to 1-2mm wall-thickness?
My answer: The astonishingly crude mesh edges and struts of cage cups are one reason to strongly doubt that it was possible in antiquity to cut a perfect thin-walled internal cup with net from a thick-walled blank.
The struts needed some cutting even by using a two shelled blank. They were supposed to disappear behind the knots of
the net since the cage cups usually were lamps. The rather low quality of the cutting of mesh edges and struts is in perfect
agreement with the standard of glass cutting of the time - as is sufficiently documented by numerous other examples of late
Roman cut glass. Even today, it is difficult to cut the thin-walled internal cup of a cage cup replica. This task would have been
by far more difficult in antiquity by using the ancient tools and glass material. The glass material as a rule contained bubbles
(see the third question). In addition, the required absence of strain in the cutting blank was not warranted. Numerous
examples of strain cracks in cut or engraved ancient glass vessels testify that the proper cooling after the hot manufacturing
process was still a problem. For a thick-walled cutting blank, the absence of strain is especially important and the required temperature cycle to achieve this goal is especially critical.
The tale that gem cutters made the cage cups since gem cutters only mastered the necessary cutting technique, is a
mystification of the unquestionable difficult process to make a cage cup replica from a thick-walled blank. Today, glass
cutters and engravers are trained in their trade schools to use the circumference of their small cutting wheels only, while gem
cutters use also the front. It is extremely unlikely that in antiquity such a strict limitation was enforced, especially since it is not
hard to overcome. Fritz Schäfer - who made 1968 his first cage cup replica - did not require a training in gem cutting to do
that. George Scott was a trained cabinet maker and, nevertheless, was able to produce terrific cage cup replicas.
2. How do you explain the occurrence of cage cups without any grinding marks on the outside of the internal cup, while others have grinding marks on the cup around the struts?
My answer: The existing cage cups without grinding marks on their internal cup support the idea that these cups have not been cut from a thick-walled blank.
Grinding marks which are mostly arranged like a clover leaf around the struts are the only grinding marks which can be
detected on the outside of the internal cup of a cage cup. They are caused by the front of the rotating grinding wheel while
the struts were ground to become as thin as possible. However, not all cage cups have such marks. For example, the cage cup from
Some cage cup replicas which were ground from a thick-walled blank show tiny cutting facets all over their internal cup -
even to the naked eye. With these tiny facets the surface of the cup was worked in the round. Such grinding marks were not found on any original cup [see the In L2004d the real or assumed grinding marks of cage cups are compared. Literal Kisa-quotations are here. 3. How do you explain big flat bubbles within the thin-walled cups while bubbles which are cut open are conspicuously missing? My answer: Bubbles which were squeezed flat within the thin walls of a cage cup are an unequivocal proof that
this cage cup was not made by grinding a thick-walled blank. Bubbles in a thick-walled cup (e. g. an assumed cutting blank for a cage cup) would never appear squeezed flat against the
inner wall of this cup no matter whether this cup was blown or pressed. The bubbles always would be round, either ball-shaped or elongated, and they would be distributed evenly throughout the wall of the cup.
But examples of cage cups with big flat bubbles within the wall of the inner cup (the diameter of the bubbles being the same
size or exceeding the wall-thickness) exist in the Römisch-Germanische Museum Cologne (the Cup from Cologne/ Braunsfeld), and in the Staatliche Antikensammlung Munic (the cup from Cologne/Benesisstraße). The cup from
Niederemmel in Trier, or the Lykurgus Cup in the British Museum in London and others also have large flat bubbles. The thin-walled parts with the flat bubbles must have been generated by a pressing procedure as shown in the
Moreover, even cage cups which are full of bubbles do not show any cut open bubbles on the in- or outside of the cup. For
comparison, modern objects which have been cut from bubbly glass look like worm-eaten wood this applies for instance to
cut objects made from pâte de verre before the open bubbles are treated with a plastic filling. If shallow round depressions
could be found in cage cups, they most likely would be caused by the natural corrosion of the ancient glass.
4. How do you explain rotary scratches on the inside of many cage cups which were not polished off?
My answer: The typical horizontal scratches on the inside of many cage cups support the idea that the cutting blanks of these cups were rotary pressed.
The usually faint rotary scratches of cage cups are obviously the same as the typical scratches of glasses from Early Roman
Imperial, or still earlier times. These scratches were diagnosed to be a production defect of rotary pressing [for this important topic see
5. How do you explain the ridge or ring under the out-splayed rim which does not seem to be motivated by grinding?
My answer: The rotary ridge or ring corresponds to the molded protruding rim edge of the early facet beakers and strengthens the rim for hanging.
It is not convincing at all that this ridge is automatically caused by the grinding of the out-splayed rim. The rock-crystal lamp in
the Tesoro di San Marco does not have such a ridge. With the crude cutting shown by meshes and struts, the cutting wheel
most probably would have cut through this ridge somewhere. It seems possible, however, that this ridge marks a mold edge,
or that the ridge was deliberately molded to strengthen the rim. This assumption is supported by the appearance of the
hanging cage cup in the Corning Museum of Glass. At the Niederemmel Cup this ridge is accidentally partially doubled. This
easily could be caused by molding, however it is impossible to explain such a flaw by the extremely laborious high relief cutting of a ridge.
6. How do you explain the flat backside of the meshes or figures, and their even distance to the internal cup (slightly growing from top to bottom)? My answer: the flat backside of the meshes and of the limbs or branches of figured cups can be explained by the
use of a removable perforated intermediate cup during the pressing (see
It is astonishing that the hidden underside of the meshes, respectively of the limbs or branches of figured cups, is perfectly
flat, and that this underside always encloses an acute or right angle with the side of the mesh, limb or branch. Why
assumedly paid the glass cutter more attention to the invisible underside than to the visible mesh edges and struts? Why
didnt he lessen his risk by grinding the transition from side to underside at an obtuse angle or rounded (as frequently is
shown by replicas)? The flat underside of the cage cup net and its even and sufficient distance from the internal cup is a strong point for the use of an intermediate cup during the manufacture. The
7. How do you explain the stereotype repetition of the cage pattern while assumedly the cage cups were cut from thick-walled blanks? My answer: By spacing the perforations of the intermediate cup at regular intervals (see J. Welzel described the strict rythm how to cut the meshes of a cage cup replica from a thick-walled blank (Glastech.Ber. 51,
1978). One wonders why this strict rhythm was usually applied and not more freedom practiced in the design of the net.
Obviously, the position of the struts was fixed for the normal kind of cage cup with net. Even for some figured cups (for
example the fish cup in Budapest) the struts were regularly positioned very different from the rock-crystal lamp in San Marco.
If a two-shelled blank is cut in the same rhythm as Welzel described for a thick-walled blank - after each 8 cuts a mesh is opened and a shard is released from the outer shell (see
8. How do you explain round struts, and how do you explain struts which do not reach from the internal cup to the net, but end with a rounded tip below the net (Hohensülzen)? My answer: round struts and short struts with a rounded tip strongly suggest that they were generated by pressing through the perforations of an intermediate cup (see drawing at top). The whereabouts of the cage cup of Hohensülzen (see also answer 2) are unknown. However, we have a detailed Round struts which did not reach the outer shell were also generated by
9. How do you explain the often slightly wavy rim or slanting upper net edge?
My answer: The slight waviness of the original cage cups can only be caused while the glass was still hot.
This is especially true for the rim. It is unlikely that the out-splayed rim was cut from a thick-walled blank, or that a slanting
upper net edge was caused by grinding. Cut cage cup replicas are distinguished by their stiff and perfect shape.
10. How do you explain the missing of cage cups made from stone?
My answer: the manufacturing method of cage cups was peculiar to the material glass. The number of known cage cups with the stereotype net pattern (including fragments, but without the figured cups) is slowly
approaching 70. This is a remarkable number since one has to take the losses into account. Many of the extremely fragile
glass vessels may have crumbled or deteriorated without any trace, many fragments may have been re-molten. Cage cups
made from glass certainly were a luxury but not extremely rare. While stone vessels have a greater chance to survive the
passing of time, not one single cup with network made from stone has been found, not even a fragment of a mesh. The
method to make the filigree decoration of the cage cups seems to be based on a glass related manufacturing method like the pressing of a two-shelled blank. Some rather small additions or corrections April/May 2016
Supplement
Some thoughts on replicas Cutting a convex surface from a blank necessarily requires countless tiny cutting facets to model it in the round. This is
shown by an early replica of the Lycurgus Cup from J. Welzel. The cheek was modelled by numerous tiny facets (arrow). One
should imagine what it means to reproduce by cutting the well rounded hairs, eye brows, folds etc of the original (right). Quite
understandably they were reproduced as grooves instead. The original shows a typically molded relief. It may have been
subsequently undercut, however, it would as well be possible to mold it this way by using a plaster mold. The extreme
enlargement of the right picture (taken from Glass of the Caesars) caused, unfortunately, the visible screen all over.
To avoid any misunderstanding, cage cup replicas which are cut from thick-walled blanks are admirable achievements. The superior craftsmanship proven by mastering such a task is beyond any questioning, and this applies to the aesthetic delight as well. Moreover, the re-creation of a lost original from a drawing or a fragment is a valuable contribution to the knowledge of our past. We have to be careful, however, in drawing conclusions about the methods used in antiquity. To understand the evolution of glass manufacturing techniques, we have to scrutinize the manufacturing marks of the ancient originals, and should not become mislead by the means and methods of our time. Simple improvised experiments have shown that a two-shelled object with internal bridges can be pressed in the proposed way by using a perforated intermediate cup made from a plaster mixture. Plaster does not stick to glass and becomes brittle from the heat. It can easily be broken off. Details or variations of the proposed process will have to be tried in systematic series of experiments under close to ancient preconditions. Were the cage cup blanks pressed as proposed here, or perhaps upside down? Was the outsplayed rim perhaps spun out by using the centrifugal force? Were internal cup and the outer cup for the net perhaps pressed simultaneously? Was the mold parted horizontally for the collar? The figural cage cups in any case were made according to the same principle, some with more sophisticated molds. Details of their making are still waiting to be investigated. One thing, however is clear: beautiful cage cup replicas, made today by cutting from thickwalled, bubble- and strainfree blanks cannot give the final answer about the manufacturing method of the ancient originals.
On the Manufacture of Cage Cups in Whitehouse 2015
The book of the late David Whitehouse (Cage Cups Late Roman Luxury Glasses, D. Whitehouse with the assistance of
William Gudenrath and Paul Roberts, Corning, The Corning Museum of Glass, 2015, 255pp, in the following Whitehouse
2015) provided the incentive to write again about cage cups. This book gives a comprehensive survey of the known diatret
vessels and fragments with information on size, shape, color, provenance, detailed history and selected literature. Astonishingly missing are descriptions or illustrations of the rmanufacturing marks of these vessels.
Beside some other less convincing ideas, the manufacture of cage cups was traditionally explained by cutting them wholly
from a thick-walled blown blank (the cutting theory) as described by Fremersdorf. But, the manufacture became a controversial issue, especially after the proposal of the theory of manufacturing cage cups by cutting from a pressed
double-shell blank (the pressed blank theory about 20 years ago (in English: R. Lierke Glastech. Ber./ Glass Sci. Technol.
68/6, 1995, 195-204; J. Glass Stud. 43/2001, 174-177). Some accepted the new explanation by cutting a pressed blank
very early in their own publications, while the authors of Whitehouse 2015 and some others still favor the traditional theory. In
a special book on cage cups, one could expect that the arguments of the competing theories would both be presented and
perhaps the different solutions discussed. David Whitehouse has tried this to some extent in a short contribution in his book Reflecting Antiquity, 2007, 29-31. But a proper discussion unfortunately never took place. Whoever now expected an objective presentation of the facts, must be disappointed. The manufacturing marks were as a rule not mentioned throughout the book. Gudenrath favors of course the manufacture by cutting a thick-walled blank, in short the cutting theory. Literally according to Gudenrath: The evidence seems clear. The strongest arguments based on analytical observation of artifacts were made by Brill (1964) and Kappes (2011) All of this evidence points unambiguously to the cold-working of thick-walled blanks as the manufacturing process of ancient cage cups. This is an error. Brill investigated 1964 a cage cup fragment from Corinth with the adhering end of a bridge. He found out
that the bridge (or strut) was not subsequently applied to the beaker as assumed. Bridge and fragment were instead one
piece of glass, and this would indeed comply with a manufacture by cutting a thick-walled blank. However, this fragment with
a homogeneously adhering bridge could also have been made by the pressed blank theory. If that is correct, the clear
evidence would not at all present an unambiguous proof for the application of the cutting theory. With the same right it could be counted as proof for the pressed blank theory.
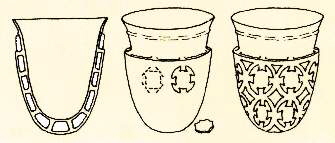
By the pressed blank theory (see While this way one of Gudenraths strongest arguments already failed, we will look at the other. Some unusual fragments of a cage cup were found in Grenoble (Marylen Kappes, J.Glass Studies 53, 2011, 93-101). These fragments are mostly thick-walled and one features part of the net with a solid direct connection to the beaker (Kappes, fig.10,1/2). The net in this case is not connected to the beaker by bridges only as for any other ordinary cage cup. M. Kappes, p. 97 presented an etude comparative des deux hypotheses (sic, compare the meaning of this expression with investigation of newly found fragments). She checked the fragments alternately against the cutting or the pressed blank theory. Checking against the latter really did not make sense. If the net partially has a solid connection to the inner beaker, the bridges could not have been pressed through a perforated mold. In short, the pressed blank manufacturing method cannot have been used to manufacture the broken Grenoble cage cup. Kappes correctly concluded that the Grenoble cage cup must have been made by cutting from a thick-walled blank, or at least it was tried to make it by cutting until it broke,
This result was celebrated by some, including Gudenrath, as a triumph of the cutting over the pressed blank theory. However, the result concerns only the very special Grenoble fragments, and M. Kappes vividly denied that it was her
intention to disregard the pressed blank theory. Surprisingly, the real meaning of her result was a confirmation of a statement
from T. E. Haevernick on the bucket of San Marco and the fragmentary bucket of Termantia. Cage cups usually are very
thin-walled and bell- or bowl-shaped, but the buckets are thick-walled, have a straight conical corpus, a flat bottom and either
at top or bottom a solid direct connection between body and net, comparable to one of the Grenoble fragments. In addition, the buckets are dated late, at least to the 5th
c. AD, maybe later. According to T.E.Haevernick, the buckets were really cut from a thick-walled blank, they are very different from the other known cage cups - but they are obviously related to the
Grenoble fragments. Even the assumed shape of the Grenoble cage cup may have been comparable to the buckets as
suggested by the temporary application of the fragments to a steep-walled vessel (Kappes, fig. 9). Therefore, there are so
far three examples of those mainly bucket-shaped cage cups with special features, which seem to have been made by cutting a thickwalled blank, but there are almost 70 others known.
The answer to the question, whether these other cage cups have been cut or not cut from a thick-walled blank will depend on
their manufacturing marks. Fortunately, I can refer to the common manufacturing marks which I have investigated within the
last 25 years, and which I have published several times. I was criticized already for my numerous publications, now again by
Gudenrath, but it seems that he has not really noticed what I have published for him too often. Gudenrath did not read or cite my English-only paper in the British Museum research report 179 of 2013: The manufacturing marks exclude an application of the cutting theory. At most cage cups, a close-up look would reveal telling signs: bridges with edgy cut facets beside some uncut round bridges, or an perfectly flat rear-side of the net meshes, perfectly parallel to the inner beaker of the cage cup, with an acute angle and an always sharp edge at the mesh rearside. This sharp edge would be - theoretically - an additional obstacle if the space between meshes and beaker wall would have to be carved out. The bridges were often cut to disappear behind the net crosses, leaving grinding marks all around them. But how was the rear side of the net made so even and parallel to the beaker wall? Albert Revi discovered no grinding marks on the even rear side of the net of a cage cup (Whitehouse 2015, 57), and the same observed T.E Haevernick at a tiny net fragment of the Niederemmel Cup (Lierke 2013, fig. 17e). Marianne Stern published the diatretum fragments from Athens with a leaf fragment showing no signs of cutting or grinding on its reverse (G. Weinberg, M. Stern, Athenian Agora XXXIV, 2009,174); and I was permitted to show the reverse of the bearded man in Mainz, which is partly untouched by any grinding tool (Lierke 2013, 89, fig. 1c) . All these examples must have been made by the proposed hot forming method: pressing a double-shell blank.
With the generous help of my former Studio Glass friends, I was able to test every key step of the proposed method.
Pressing is not very popular since it reminds of mass production. However, plaster molds are not reusable, they do not
permit a mass production. Their evaporating water content creates a shiny glass surface. The heat weakens the stability of
the plaster molds, therefore the finished piece could easily be taken out of the outer mold, while the perforated mold could
be left in the blank as support during the cutting of the net. Cutting a cage cup from a double-shell blank instead cutting from
a thick-walled blank dramatically reduced the problems of the cutting process. Far less grinding action was required, the
waste of glass material was reduced from about 75% (!) to very little grinding dust beside cut-out shards which were fit for recycling.
In appendix 9 of the book, David Hill describes the cutting of a thick-walled blank as we know it from Josef Welzel or other
replica makers. Most remarkable, nowhere in the book, the serious main problem of this prodedure in antiquity is described
or at least mentioned. But, any glass cutting blank has to be perfectly stress free before a cutting wheel can touch it! It has to
be cooled in a defined cooling cycle to remove the stress from the manufacture, and to avoid new stress from cooling to fast.
The cooling time depends mainly on the wall thickness and the size of the vessel, but the cooling time does not grow
proportional with the thickness, the dependence is exponential. That means just for instance: a cutting blank of about 2cm
wall thickness instead of the 2mm wall-thickness of a pressed outer shell needs a temperature controlled cooling cycle which
is not 10-times but 100-times as long. That must have been out of reach in a time when high temperature measurement and
regulation was a matter of lucky chance! The expert Wilhelm van Eiff, a famous German glass cutter and engraver of the 20th
century, was therefore convinced that it was not possible in antiquity to cut cage cups from a thick-walled blank. Naturally, all
modern replicas are made from professionally stress-free cooled blanks - they therefore do not prove the ancient manufacturing process!
One more problem were the necessary vibration-less tools, interchangeable grinding wheels etc. According to Hill, the
ancient tools were assumed to be the equal of our modern equivalent, the glass-cutting lathe. However, the archaeological
evidence is missing. Only rather primitive tools became known so far. Stone vessels are no proof for sophisticated grinding
equipment, they could be micro-chipped which is impossible for glass. Not one single fragment of a real stone cage cup is known.
While a double-shell blank certainly also caused cooling problems, the minor wall thickness decidedly reduced the stress. The majority of 3rd/4th
century cage cups therefore necessarily must have been made by cutting a pressed double-shell blank. But the buckets and the fragments from Grenoble finally seem to witness that the growing experience in handling the
hot glass and the firing conditions may have permitted that cutting a thick-walled vessel was tried at a late stage of cage cup history.
There are many questions left. We should discuss these questions openly and not hide or suppress any inconvenient arguments.
Rosemarie Lierke April 2016
A collection of cage cup manufacturing marks
all confirm the use of a pressed double-shell blank, or contradict the use of a thick-walled blank 1 2
. If figures or net of a cage cup would have been carved from a thickwalled blank, they would have grinding marks on their rear side. But there are cage cups without cutting traces on the 3. illustrated at: 4. Cut struts and meshes are always very roughly cut, according to the state of the art in their time (see J.Welzel,
Glastech.Ber. 51/5, 1978, 130-136). It is unconceivable that the same glass cutters who obviously had still problems
with their art by cutting the struts were able to cut the perfectly smooth and thin-walled internal beakers from a thick walled blank. (It is not convincing either that the stone cutters did that). 5
. Kisa,1908, 621 mentions struts of the Hohensülzen Cup which were too short and end with a rounded tip under the
net. This also happened during one of our simple experiments 1995 (see Lierke, Antike Glastöpferei fig. 304). If the glass is pressed through a perforation and does not reach the opposite side, it will have a rounded tip 6. After an investigation initiated by Haevernick later repeated by Brill the struts are homogeneously connected to
the internal beaker. This is not at all indicating the exclusive validity of the cutting theory (meaning a manufacture by
cutting a thick-walled blank), this is an absolutely normal feature for all struts of a cage cup which were pressed from
the internal beaker through a perforation of the perforated mould according to the pressed blank theory (see also point
5. and the drawing above, 3rd station of the pressing process). The struts are generally not separately applied to the internal beaker. 7. illustrated at 8. Cut open bubbles are generally missing in the surface of cage cups they could not have been avoided in a
thick-walled cutting blank with many small bubbles. Flat round 9. illustrated at 10
.The assumption that one could cut evenly formed thin vessel walls of sometimes only 1mm wall thickness from a thick-walled blank is not conceivable in a time when cutting and engraving glass was very difficult and still caused
problems. (There frequently appear stress cracks within cut grooves, stuttered curved lines, imprecise pattern etc). See point #4. 11
. The huge loss of material is an important point against the cutting theory. At least 75 % of the expensive perhaps imported raw glass was wasted as cutting dust. This dust was contaminated with grinding powder and could not
become recycled. By cutting a double-shell blank only a small amount of grinding dust would be created beside shards which could become recycled. 12
. There was an official liability exemption for diatretum cutters. If the blank had "damaging cracks in it", the cutters
were not responsible for a failure of the project (Whitehouse "Cage Cups" p. 12). But, with a thick walled blank, any
cracks would have been visible, and a liability exemption would not be necessary. In a double shell blank, cracks or
flaws could be hidden. It is suspicious that the possibility of stress is not mentioned since for thick-walled blanks stress would certainly be the most frequent reason for cracks. 13.illustrated at
14
. Perhaps the most important point is the problem of stress-free cooling. Any glass vessel has to be cooled in a defined cooling cycle to remove the stress from the manufacture and to avoid new stress from cooling to fast. The
cooling time depends mainly on wall thickness and size of the vessel. But the cooling time does not grow proportional
to the wall-thickness, the dependence is exponential. That means a vessel which is 3 times as thick as another will not
take 3 times as long, it will need a cooling time which is 9 times as long. A vessel which measures 2cm instead of 2mm wall-thickness (perhaps a thick-walled cutting blank) needs a temperature controlled cooling cycle which is
100times as long. Glass cutting requires absolutely stress free glass this is a tremendous problem even today
despite the possibility of proper temperature measurement and regulation! (I'm indebted to Prof. I. Conrad-Lindig for detailed Information on stress-free cooling of glass) 15. illustrated at
This list could still be supplemented! R. Lierke, May 2016
|
D Home Publikationen Glastöpferei Techniken Kameoglas Diatretglas H edwigsbecher Craqueléglas Werdegang D |
E EnglishHome Publications GlassPottery Techniques CameoGlass C ageCups HedwigBeakers C raquele Vita E |